
Создание коллекции ваз для кензанов с использованием ИИ
Идея проекта
Проект представляет собой коллекцию из пяти ваз, разработанных специально для использования с кензанами и минималистичными икебанами.Каждая форма задаёт собственную логику взаимодействия с растительным материалом, направляя линии, баланс и ритм композиции.
Процесс
Работа над коллекцией велась поэтапно с использованием инструментов искусственного интеллекта на разных стадиях проектирования: Концептуальные визуализации ваз были созданы в Higgsfield Nano Banana Pro на основе визуальных референсов и заданной стилистики.





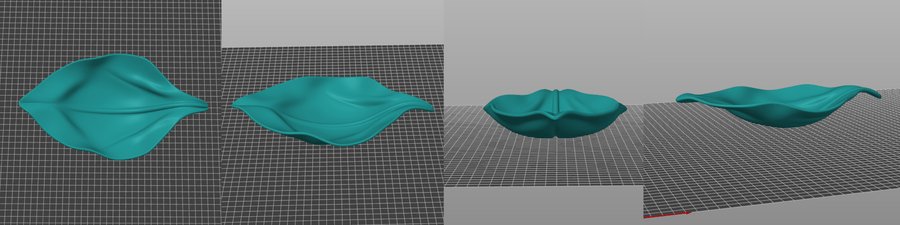
Объёмные 3D-модели ваз разработаны в Hunyuan 3D AI, с учётом возможности последующей 3D-печати.
Промо-визуалы и общий рекламный плакат коллекции выполнены в Nano Banana Pro с акцентом на композицию, материал и взаимодействие с растениями.




3D-модели
Техническое задание
Изделие: Минималистичные металлические вазы под кензан (икебана) Назначение печати: мастер-модели для последующего литья в металл (алюминий / латунь / серебро / нержавеющая сталь — по отдельному ТЗ)
Технология печати
SLA / DLP Материал: литейная (castable) смола, полностью выгораемая, пригодная для точного художественного литья. Смола должна обеспечивать: минимальную зольность, отсутствие остаточных включений после выжигания, стабильную геометрию при сложных органических формах.
Параметры изделий
Печать строго по предоставленным STL-файлам, без изменения геометрии, пропорций и художественного замысла.
Поддержки
Поддержки размещать исключительно: на нижних поверхностях; на внутренних зонах, скрытых при эксплуатации. Запрещено: касание поддержек лицевых внешних поверхностей; размещение поддержек на выразительных органических рельефах. Толщина и плотность поддержек — минимально возможная, но достаточная для: предотвращения провисаний; исключения деформаций чаш и тонких краёв. После печати — аккуратное удаление поддержек без: сколов, надрывов, локальных утяжек поверхности.
Пост-обработка
Промывка: IPA (изопропиловый спирт), тщательная, без остаточной смолы. УФ-отверждение: строго по регламенту производителя смолы без перегрева (во избежание усадки и коробления). Механическая обработка: удаление следов поддержек; локальная зачистка вручную Шлифовка поверхности: 600 → 1200 → 2000 grit Особое внимание: внутренним поверхностям чаш; посадочному месту под кензан Финиш: Лёгкая ручная полировка; Поверхность должна быть готова к формовке и литью без дополнительной доработки.
Контроль качества
Геометрия изделия соответствует STL (допуск ±0.2 мм) Поверхность: Однородная; без слоёв, шагрени, трещин. Изделие устойчиво стоит на плоскости. Внутренние поверхности гладкие, без острых кромок. Изделие пригодно для прямого использования как мастер-модель под литьё.



